Call: 08045800121
 Send Inquiry
Send Inquiry
 Send Inquiry
Send InquiryVFHB-F Hot Water Boiler
VFHB-F Hot Water Boiler Specification
- Heat Efficiency
- 96%
- Fuel Consumption
- 16.5 Nm3/h
- Style
- Horizontal
- Pressure
- 0.7 MPa
- Output
- Hot Water
- Voltage
- 220-440V
- Temperature
- 95°C
- Fuel Type
- Gas Fired
- Life Span
- 20 Years
- Capacity
- 1-20 Ton/hr
- Condition
- New
- Material
- Mild Steel
- Part Type
- Hot Water Boiler
- Dimension (L*W*H)
- 3110 x 1345 x 1530 mm
- Function
- Heating Water
- Application
- Industrial, Commercial, Institutional heating systems
- Heating Surface Area
- 12 m2
- Color
- Blue & White
- Weight
- 4000 kg
- Automation Grade
- Automatic
About VFHB-F Hot Water Boiler
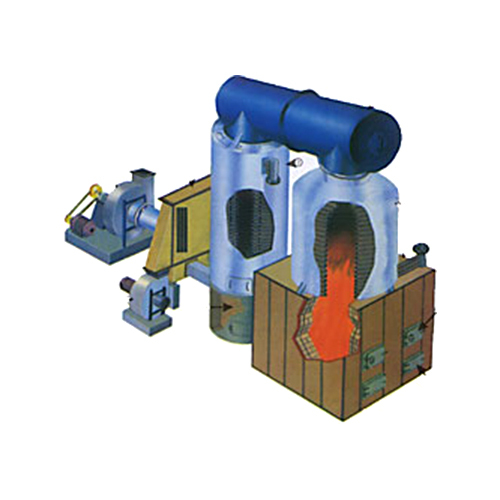
The VFHB-F-series, vertical four pass F.B.C fired hot water boiler is designed for maximum efficiency, using a variety of free flow fuels including agro-waste fuels and pulverized coal. It allows required process temperatures at required operating pressures.
The combustion system for free flow fuels consists of fuel feeding threw screw feeder handling and stoking equipment, in refractory lined chamber, air and flue gas handling system (including I.D. fan and F.D. fan) with blowers and pollution control equipment. The furnace construction is done on site (only for bricks works). It includes foundation, fabrication and erection of supporting structure, building up refractory chambers, fixing up firing doors, ash doors, access doors, air plenum chamber and air nozzle.
Product Features
- For fuel such as pulverized coal, rice husk ,sawdust, petcock,
- Option of grate/fluidization bad or suspending burning bad.
- Easy operation in different type of free flow fuel with maximum efficiency.
Operating Range
- Capacities: From 0.4 to 4.0 million kcal/hr
- Temperature: Up to 90 deg C without pressure and with pressure up to 160 deg C
- Firing fuels: pulverized coal ,rice husk, sawdust, petcock
- Efficiency: Overall efficiency of 80 % (+/-2%) on NCV with APH.
High Efficiency and Performance
The VFHB-F Hot Water Boiler achieves a remarkable 96% heat efficiency, significantly reducing energy costs for heating applications across industrial, commercial, and institutional sectors. Its gas-fired mechanism ensures quick and consistent heating, delivering up to 20 tons per hour of hot water.
Robust Construction for Longevity
Manufactured with mild steel and weighing 4000 kg, this boiler is built to withstand the rigors of heavy-duty use. Its life span of 20 years and robust design guarantee a prolonged operational period with minimal maintenance.
Intelligent Automation and User Safety
With its automatic operation, the VFHB-F minimizes manual intervention, offering reliable and safe performance. Advanced automation ensures consistent output and efficient control of fuel consumption, making it an ideal choice for modern heating systems.
FAQ's of VFHB-F Hot Water Boiler:
Q: How does the VFHB-F Hot Water Boiler operate automatically?
A: The VFHB-F Hot Water Boiler is equipped with advanced automation technology that manages the fuel supply, ignition, temperature regulation, and safety controls, enabling it to function efficiently with minimal user intervention.Q: What benefits does using a gas-fired hot water boiler provide for industrial and commercial applications?
A: Gas-fired hot water boilers like the VFHB-F offer rapid heating, high heat efficiency, and lower emissions, making them ideal for large-scale heating needs in industrial, commercial, and institutional settings while reducing overall operational costs.Q: When is the VFHB-F Hot Water Boiler most suitable for installation?
A: This boiler is best suited for facilities requiring reliable and continuous hot water supply, such as factories, office complexes, hospitals, and educational institutions, especially where high efficiency and safety are priorities.Q: Where can the VFHB-F Hot Water Boiler be installed?
A: The VFHB-F is suitable for indoor plant rooms or dedicated boiler houses in industrial, commercial, and institutional properties. Proper site preparation allows for safe operation and maintenance access.Q: What is the process for commissioning and starting the VFHB-F boiler?
A: Once installed, the boiler undergoes a system check and calibration, following the manufacturer's guidelines. Trained technicians will manage initial start-up, tuning, and verification of automatic systems to ensure safe and optimal operation.Q: How should the VFHB-F Hot Water Boiler be maintained for optimal longevity?
A: Regular inspections, timely cleaning of heat surfaces, checking automation controls, and scheduled professional servicing will help maintain efficiency and extend the boiler's 20-year lifespan.Q: What are the primary benefits of choosing the VFHB-F model?
A: Major benefits include excellent energy efficiency, automated safety and operation, robust build quality, and adaptation to a wide range of industrial, commercial, and institutional heating requirements in India.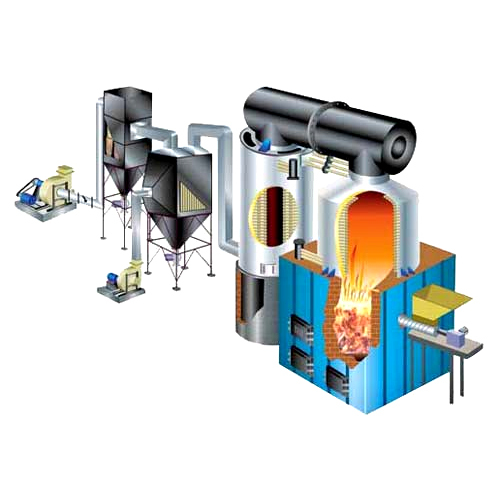
Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

More Products in Hot Water Boiler Category

AQUATHERM Series Coil Type Oil & Gas Fired Hot Water Generator
Price 200000.0 INR / SETS
Minimum Order Quantity : 1 SETS
Pressure : Other, 610 Bar
Material : Mild Steel / Stainless Steel
Capacity : 100 LPH to 5000 LPH (Liters per hour)
Condition : New

AQUAJET Series OIL & GAS FIRED Hot Water Generators
Price 200000.0 INR / SETS
Minimum Order Quantity : 1 SETS
Pressure : Other, Normal Pressure
Material : Stainless Steel
Capacity : 50 to 200 Liters (varies by model)
Condition : New
VFHB-M Hot Water Boiler
Pressure : Other, 0.7 MPa
Material : Mild Steel
Capacity : 50000 Kcal/hr to 2000000 Kcal/hr
Condition : New

Aqua Max Hot Water Boiler
Pressure : Other, 10 Bar
Material : Stainless Steel
Capacity : 100 Liters
Condition : New
Contact Details
STEAMTHERM BOILERS PRIVATE LIMITED
GST : 23ABFCS4294M1ZW
- 176, Sector H, Govindpura Industrial Area,Bhopal - 462023, Madhya Pradesh, India
- Phone :08045800121
Developed and Managed by Infocom Network Private Limited.
